咨询热线
- 刘经理 13933881222
- 王经理 13754418650
咨询热线

专注于医药、化工领域的“三废”处理专家---上海一飒环保工程科技有限公司,依靠强大的工程技术能力,为您生产过程中产生的有机废气、废水、废渣处理提供整体的工程解决方案,携手与您为安全、洁净生产消除后顾之忧。
文章来源: |日期:2018-01-09|人气:3889
1、引言
近年来,随着我国不断出现雾霾严重的现象,挥发性有机物(VOCs)逐渐被人们重视,其在国家“十二五”计划中被归为防控重度污染物。在VOCs来源中,工业排放源所占比例较大,且有上升的趋势。工业排放源主要涉及石化、有机化工、制药、装备业制造、家具制造、包装印刷、表面涂装、电子制造、汽车制造、塑料制造以及人工造板制造等众多行业。因此,为了减少工业有机废气VOCs排放,缓解雾霾现象,推动工业有机废气VOCs处理技术的研究开发势在必行,本文主要针对该类气体常用以及新型的处理技术在国内外的发展情况进行系统总结。
2、VOCs处理技术
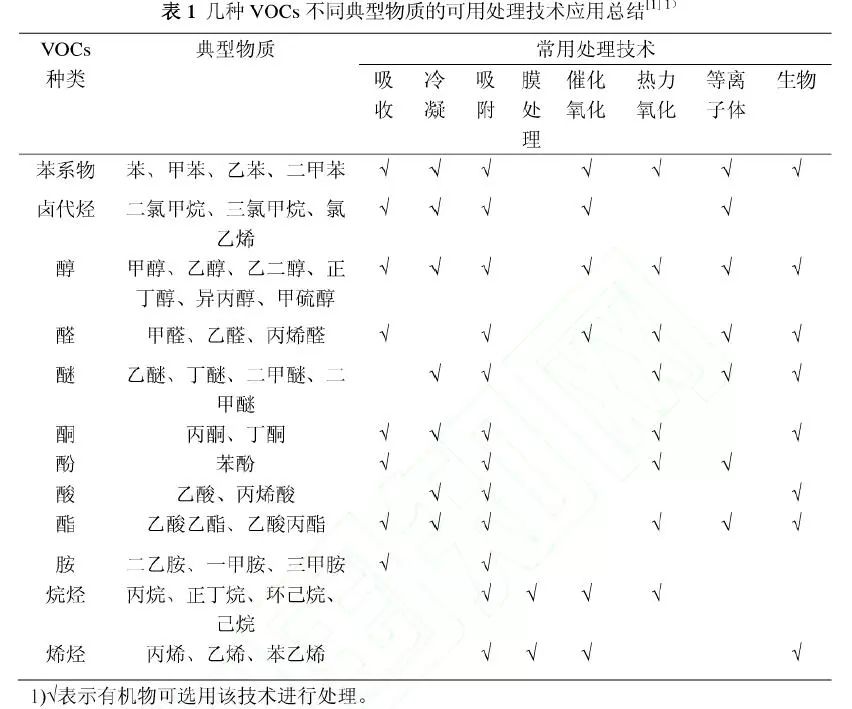
VOCs气体处理技术主要分为两类:回收和消除。表1选择具有代表性的多种处理技术在多种VOCs中的应用情况进行归纳。
2.1回收技术
2.1.1吸附技术技术
传统的吸附技术技术适用于处理绝大多数具有回收价值的VOCs气体,该类气体主要为苯系物、酮、卤代烃、醇、酯、烯烃。处理废气流量宜在2000~4000mg/m3,浓度适宜在20~2000ppm,当处理气体流量小于2000mg/m3时会使技术系统运行成本大幅度增高。
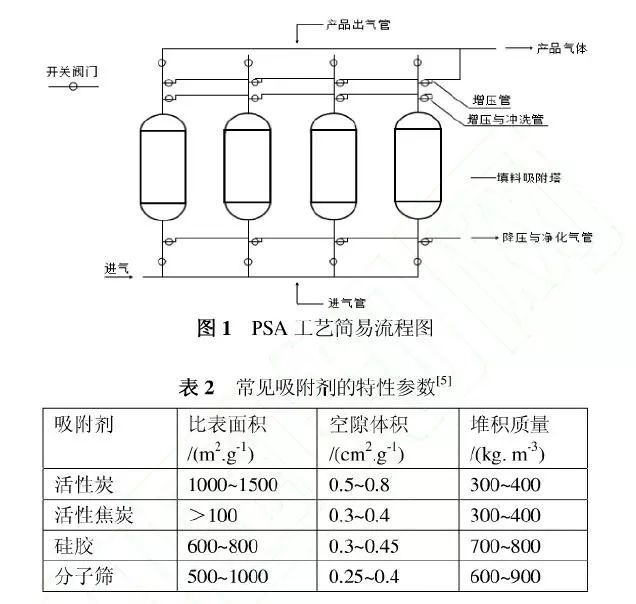
新型变压吸附(PressureSwingAdsorption,PSA)技术在国外运行比较成熟,该工艺一般在气体压力为0.1~2.5MPa之间运行,但有些含气源无需二次加压。李立清等采用PSA技术对单相气体污染物(甲烷、氯氟烃、苯)进行回收,其处理回收率能达到99%,该研究成果可为PSA的工程运行提供参考。日本Bell公司运用PSA技术分离乙醇-水体系,将分压为44676Pa和1679Pa的水与乙醇双组分与混合气输入活性炭吸附床,在加压/常温条件下进行吸附。经第一次减压进行脱附富水蒸气处理,再经第二次减压进行脱附高纯度乙醇蒸气处理,最终将第二次解吸气体冷却至-20℃,即可回收98%乙醇产品,将该方技术运用至酒精发酵净化浓缩传统工艺中,可使能耗减少50%。深入研究及开发新型吸附剂是PSA技术的重点,图1为PSA工艺简易流程图。常见的吸附材料特性如表所示,其中新型材料(沸石分子筛吸附剂)因其高吸附性、无污染性而在国际上越来越受青睐。WeiL等使用粉煤灰合成高效沸石分子筛。在投加10mol/LNaOH、结晶温度140℃及结晶时间8h条件下,所合成沸石分子筛的Si/Al比为7.9,对苯气体的吸附率高达66.51%。在沸石合成中,碱度、Si/Al比、时间和温度的增加将影响苯气的吸附效果。Mukerjee等[7]将煤基活性炭吸附剂浸渍在KI3里,在全碘吸附容器LX-100中,探究正常和限制操作温度下甲基碘的去污因素。结果表明,吸附处理后碘残留量小于0.5μgml-1,煤基活性炭去除稳定碘的去污因子大于1000。
刘丽英等利用质量、气体和能量平衡方程,模拟沸石分子筛对CO2的变压吸附分离系统,并利用具有沸石A和沸石A+X的模型进行发电厂烟气CO2吸收分离实验验证,数据表明,CO2/N2的分离在0°C条件下进行分离提纯可达到95%。范春辉等[9]使用由飞灰合成的沸石在不同初始pH值和反应时间下去除亚甲基蓝(MB)和Cr(III),在初始pH值为6和5时,MB和Cr(III)的最大吸附容量分别为8.14mg/g和6.46mg/g,在10分钟时分别达到80%和55%的总吸附容量(总反应时长为60分钟),由此推断出分布在沸石表面和内部的MB分子形成的复杂絮凝化合物有利于离子交换和络合化学效应,并能提高MB和Cr(III)的去除效率。
2.1.2吸收技术
在国内外,常用吸收技术处理苯系物的工业投入不高。该技术主要用于回收有价值的有机废气,处理对象为流量是3000~15000m3/h、浓度小于500mg/m3的低浓度有机污染气体,污染气体去除率可达到95~98%,但当气体体积过小时,系统运行性成本将会增高。吸收技术常用的设备有可进行多次重复洗气的喷雾塔、文式洗涤塔、填室塔和板状塔。
李湘凌等用水、无苯柴油、添加MOA乳化剂的邻苯二甲酸二丁酯和DH27多肽组成复合吸收液。该复合吸收液可循环使用,循环周期为90d,在系统吸收液用量为7.5m3/h时,去除低浓度苯类有机气体的效率可超过85%。李甲亮等通过模拟吸收实验比较了不同吸收剂组合对甲苯废气的吸收效果,通过实验对比,得出4%BDO吸收液吸收效果更佳。在甲苯进气流量为0.2L/min、吸收时间为30min、与水基BDO的适宜配比为1:99的实验条件下,该吸收液对甲苯废气的吸收浓度可达43.87mg/L。
2.1.3冷凝技术
常用冷凝技术主要用于处理浓度高且具有回收价值的有机废气,处理效率在50~85%之间。废气的浓度应大于10000mg/m3,流量不宜大于55Nm3/min,否则气体将因流量过大而对热交换面积要求增高,致使系统运行成本增加。
冷凝器按照传热面的结构可分为:管壳式、板面式冷凝器、螺旋螺纹管换热器、卫生级双管板换热器,此外还有螺旋板式、浮头式、板壳式等结构形式,其中以螺旋螺纹管换热器性价比更高。
一般条件下,有机废气的冷凝温度大多低于冷却水温度,所以选用凝固点在-33°C、沸点106°C的乙二醇为更佳冷媒。黄维秋等提出了油气“冷凝+吸附”回收集成技术,并利用Aspen模拟软件及实验对该技术进行了研究。使用该技术回收总油气的回收率可高达99.2%,除此之外,所排放气体尾气浓度可控制在11.2g/m3。该技术可作为关键共性技术用于各种油气排放的工艺当中。针对冷凝技术,马天琦等[18]运用软件对甲苯负荷及制冷流程进行模拟,分析得出,经预冷处理后的甲苯混合气体从5°C冷却至-35°C,甲苯气体冷凝回收率可达到90%。
2.1.4膜处理技术
膜处理技术应用的范围相对比较小,一般适用于处理气体流量小于3000m3/h、浓度大于10000mg/m3的高浓度VOCs气体。膜处理技术根据半透性膜的孔径大小分为MF、NF、UF、RO膜,分离过程中可采用错流过滤方式。
在膜处理工艺中常见的有:蒸汽渗膜、气体膜处理和膜基吸收技术。膜处理技术还可用于回收加油站挥发的气体。Ohlrogge等采用GKSS膜-平板膜来回收加油站加油过程中挥发出来的有机废气。基于泵特性,平板膜的压力比和阶段切割随着压力损失的增加而增强,但这种效应随着进料流量的增加而减弱。在20毫巴的平均压力损失和体积为20%烃进料下,经膜处理后,烃滞留物HC浓度体积低至0.2~0.25%,回收率可达到99.67~99.77%。
在天然气中,Niu等[21]通过添加具有8.2%~20%摩尔分数的CO2新原料而改良胺吸收过程的膜单元,达到去除酸组分的目的。改良后的一级膜(OSMAHRD)和TSMAHRD两级膜(TSMAHRD)处理具有不同摩尔分数(分别为0.15和0.35)的CO2/NG进料,结果表明,一级膜的每单位进料最低分离成本(SCPUF)低于两级膜。
2.2消除技术
2.2.1催化氧化技术
常用催化氧化技术处理的气体流量为1000~50000m3/h,适宜浓度在2000~10000mg/m3之间。催化氧化技术包括三种方技术:常用热氧化技术,其又分为热力燃烧技术、间壁式、蓄热式,这三者的区别在于对热量回收的方式不同;常用催化氧化技术,催化技术的主要问题是催化剂的选择,在实际操作中可以选择适当的助催化剂,以增加催化剂的催化性能;新型光催化氧化技术,其光源多采用波长为254nm的紫外杀菌灯(UV-C)和λ介于2100~3700nm间的荧光黑发灯。
目前,新型光催化氧化技术尚未大规模投入生产使用。赵文霞利用TiO2/ACFs复合光催化对流动态甲苯气体进行光催化降解,在紫外线条件下,对甲苯的最高降解率可达到70.4%。俞家玲等在实验室模拟受VOCs气体污染的大气环境,在经过纳米光催化空气净化器处理之后,苯和甲醛的解离率分别可达到91%、78.8%。
陈江耀等运用催化与生物联用工艺进行油漆生产、加工过程中现场有机废气的处理,中试结果表明甲苯、乙苯、间/对二甲苯和邻二甲苯的初始浓度在27~52mg/m3之间,经过光催化和生物滴滤床的组合工艺处理之后,其浓度可达到0~0.91mg/m3,对VOCs的处理效率达到97.8~100%。FujimotoT等通过还原技术将Pd附着在TiO2上,在通入浓度为100~120ppmv辛烷、异辛烷、正己烷和环己烷的环形涂覆壁反应器中进行光催化试验。与纯TiO2膜相比,用1wt%钯浸渍的TiO2改善了光催化活性,在停留时间约27秒时,转化率超过90%。
2.2.2等离子体
新型等离子体技术在国内外的投产率不高,目前仍然处于实验研究阶段。等离子体技术适用于处理流量范围在000~50000m3/h、浓度小于500mg/m3范围的VOCs气体。
季银炼等使用负载纳米TiO2及Cu/Pd金属离子的材料,同时通过浸渍技术对活性炭纤维(ACF)功能材料改性。研究结果表明,ACF的改性有利于甲醛净化,而负载TiO2的ACF和负载TiO2/Cu/Pd的ACF在20min净化时间内,平均净化效率分别为70.24%和61.26%。在电压50V、净化时间20min时,低温等离子协同TiO2/ACF净化效果更好,其效率高达94%,然而Cu/Pd盐类物质不利于净化甲醛。PengTW等[30]的实验研究表明,通过增强表面等离子体共振和界面的电子转移,Au–Ag–AgI耦合贵金属双金属纳米粒子的感光性和耐光性变得非常强。
阿热依古丽等研究表明低温等离子体技术能够很好地氧化去除部分重金属如Hg0废气,其中介质阻挡放电对污染物的去除效率高于常态电晕放电。Malik等和Merbahi等的研究表明在低氧浓度和较低的输入能量情况下,沿面放电等离子体反应器具有较低的能耗和较高的能量常数KE,除此之外,沿面电晕和线筒式电晕阴极部分较容易放电电离。
2.2.3生物技术
常用生物技术主要用于处理流量大于17000m3/h、浓度为500~2000mg/m3的低浓度大流量有机废气,在20℃~40℃运行温度下,净化率可超90%。
常用生物技术主要有三种形式:生物过滤、生物滴塔和生物曝气池。生物技术中,泡沫陶瓷填料比传统的陶粒填料的处理效果好;同时丝网结构载体在高负荷运行设备中的处理效果甚好。
微生物对邻苯二甲酸酯类物质(PAEs)、苯类物质等有机污染物的降解速度很慢,主要是由于污染物中的聚合物和复合物分子能够抵抗生物降解,致使微生物所必需的酶不能靠近并破坏化合物分子内部敏感的反应键,限制了生物技术在处理这些气相污染物质方面的应用。陈东之等[34]应用生物滴滤塔,在常温挂膜运行35d后,对二氯甲烷和1,2-二氯乙烷混合气体的去除率可分别维持在80%和75%以上。采用环境友好型焦炭填料进行研究,在进气浓度为50~114mg˙m-3时,VOCs去除率最高可达到90%,处理废气后的填料还可作为燃料。
Hort等使用绿色废弃物堆肥的生物过滤反应器与填充有活化材料(AC)6的吸附塔进行组合研究,该系统处理微污染的流出物(浓度在17和52μg/m3之间),检测出接近733μg/m3的浓度峰。高去除效率证明了混合系统的有效性,虽然生物过滤器的效率大大降低,但是吸附塔在整个过程维持高效率(去除效率接近100%)。Frutos等[36]的研究表明,在由固定床反应器(FBR)与填充床吸收塔连接组合成的新型反硝化生物净化器中,N2O减排性能主要受限于FBR中的低脱氮活性和再循环液体的N2O承载能力,但由于N2O不易溶于水,因此净化效果将受其限制。使用组合净化器净化合成废水(SW)和(100±1)ppmvN2O,稳态N2O去除效率为36±3%,SW总有机碳去除率为(91±1)%。同时,净化器在40min时对N2O单相气体的去除率高达92%。
3、总结与展望
3.1总结
用吸附技术处理单一气相污染物时去除率高,但当气相污染物成分复杂时,其去除效率会降低。而吸收技术中脱附后的废物可经氧化技术、冷凝技术处理,或者通过提纯后回收利用,但脱附设备易受到腐蚀,因此对设备的要求相对较高。在冷凝技术中,管壳式冷凝器是目前使用更广泛的一种换热器,在同状态和流速下,板面式冷凝器的换热系数比管壳式的大,但是换热阻力也较大。当使用膜处理技术时,需要考虑气压对膜形成的影响。催化氧化技术常用来处理无回收价值的废气,氧化处理后的气体需冷却处理,但排热不当时又会引起热污染,这是催化氧化技术不得不面对的技术处理难题。生物技术反应速率慢,过滤时需要接触面积大的设备,pH难以控制,而生物技术后续的洗涤处理以及曝气技术则易产生恶臭,但操作简单、成本低。等离子体技术的设施占地面积小、运行的成本低、使用寿命长、可通过添加催化剂来提高其反应的效率。
3.2展望
新型PSA技术的反应理论模型、吸附-脱附过程的传质以及传热规律等基础理论仍需不断地完善,同时还可从开发高效便利分离技术、研发新型吸附剂等方向发展[37,38],其中深入研究开发新型吸附剂是该技术的重点。吸收技术可从避免脱附产生的二次污染、研发高效且使用范围广的吸收液、解决吸收液对设备的腐蚀等几个角度进行更深层次的探究。冷凝技术可以从设计一个适用性广、低价低耗能、换热系数大、不易阻塞以及易清洗等性价比更高的冷凝器着手来拓展该技术的前景。光催化氧化技术可以从完善其反应数学模型、制备更耐冲击力、更大比表面积的催化剂载体、提高催化剂的性能等方面来进行更深层次的研究。膜处理技术的主要问题是运行费比较高、难清洗、易堵塞,而且膜处理技术对于水溶性较差的物质的去除率偏低,这些都是限制膜处理技术在废气中应用的原因。因此,如何解决这些问题是膜处理技术发展的研究方向。等离子体技术的耗能相对较大,因此如何设计一个更节能的反应器是该技术的发展方向。而生物技术则需从减少甚至消除恶臭、减少反应器的占地面积、增加其相对处理效率等方面发展。
来源:《世界科技研究与发展》 作者:吴玉丽 肖羽堂等
上一篇: 蓄热式有机废气催化氧化净化设备(RCO)
下一篇: 近期典型业绩表